|
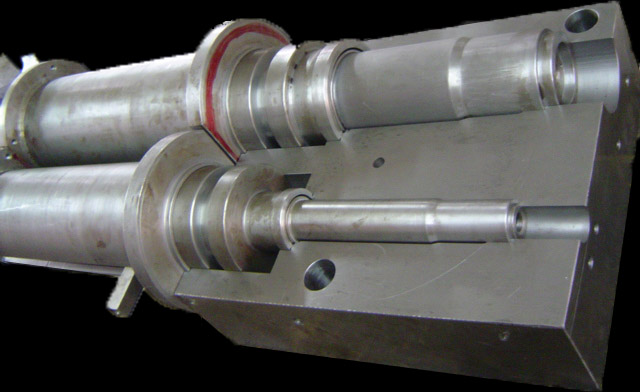
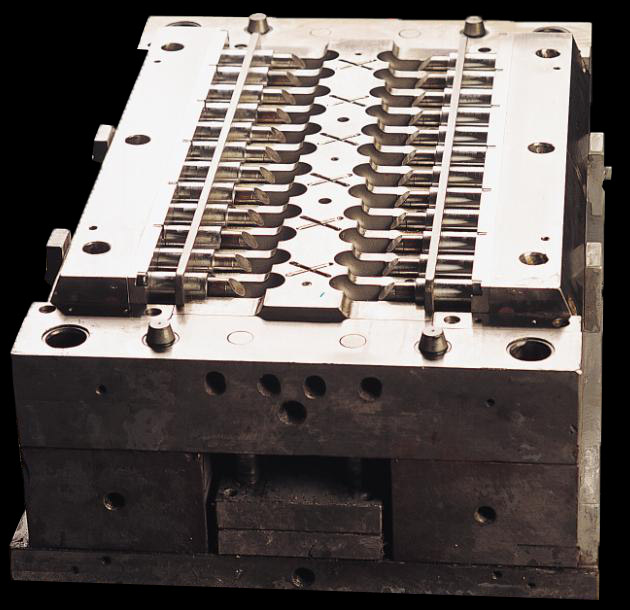
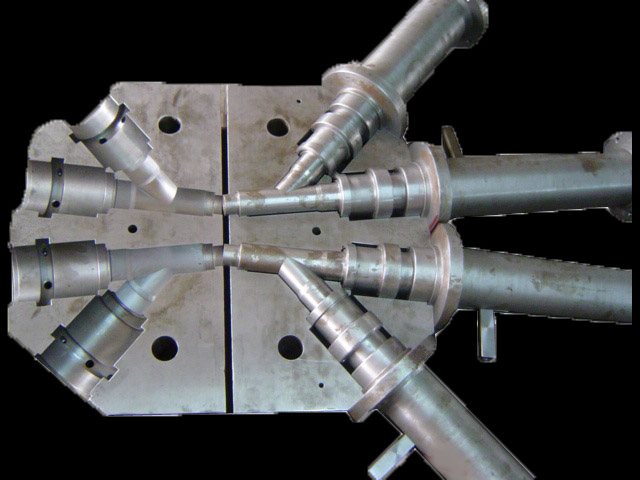
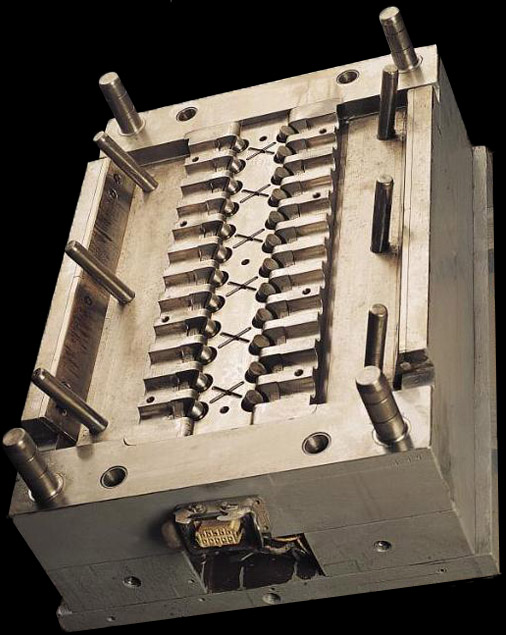
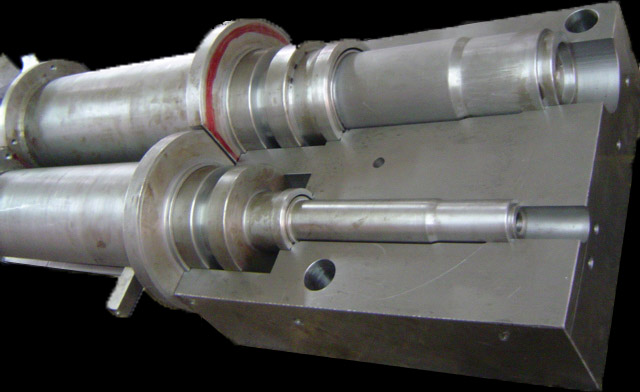
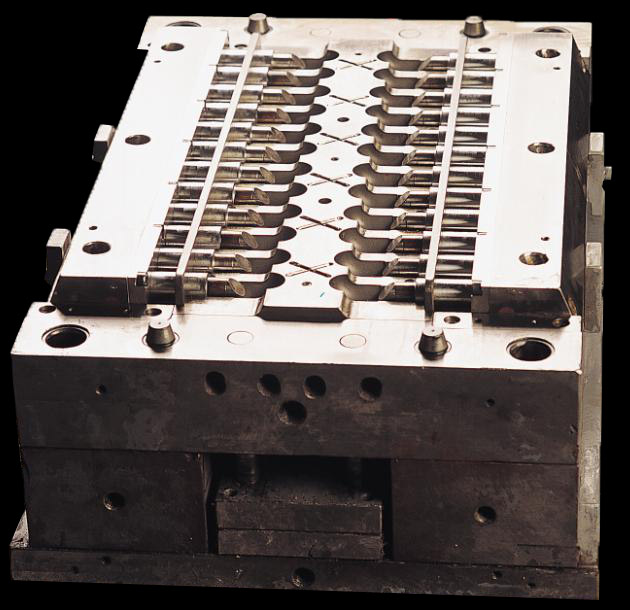
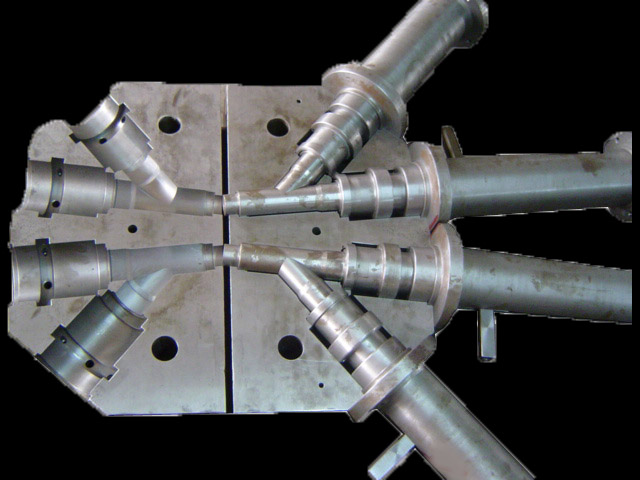
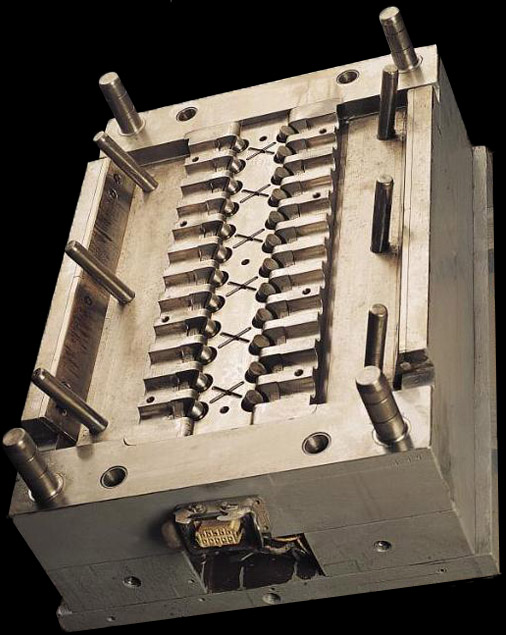
In fittings
moulds
we choose steel according to the type of
plastic.In PVC
moulds we use 1.2316,1.2083…,in PP moulds we
use1.2738,1.2312,1.2311….alloy
steels.(pre-hardness is
35-38 HRC). Moulds drawings are standardized
according
to cavity number,only measurments can be changed
according to required
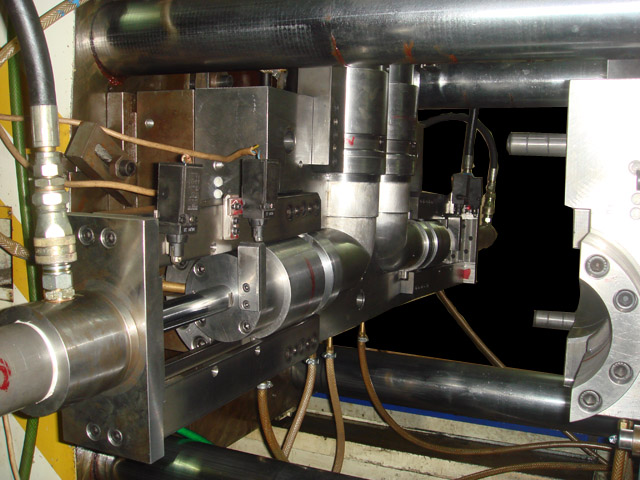
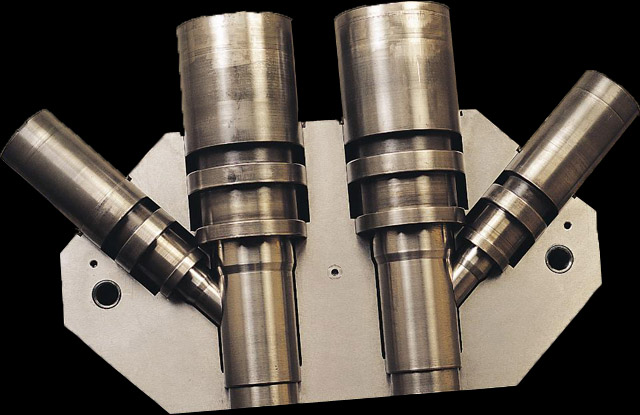
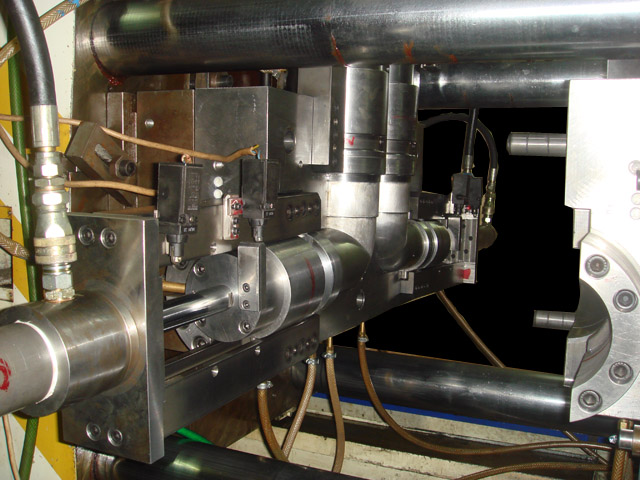
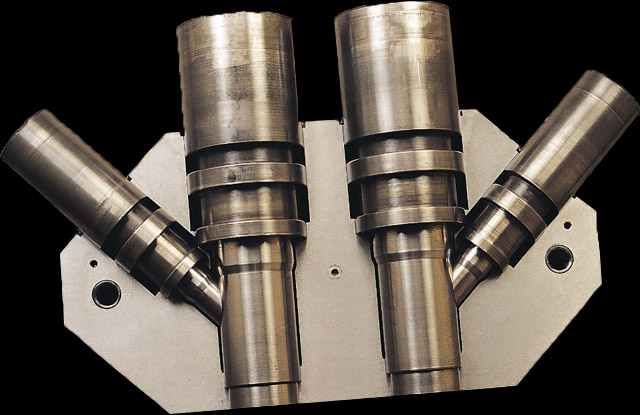
standards.(DIN,GOST,TSE….)Hydraulic
piston,electrical driving or pneumatic piston
can be
used for core movements.
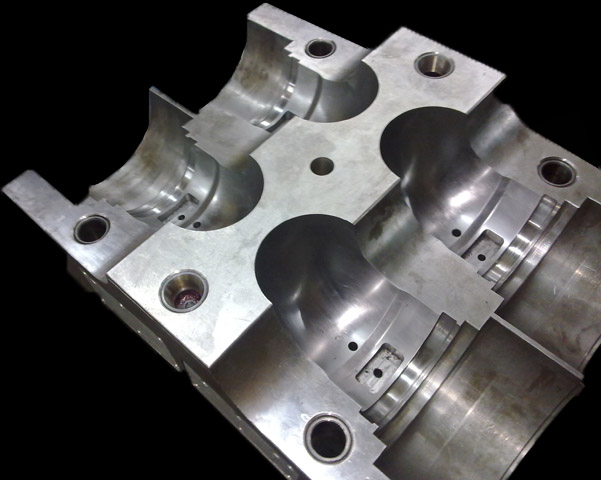
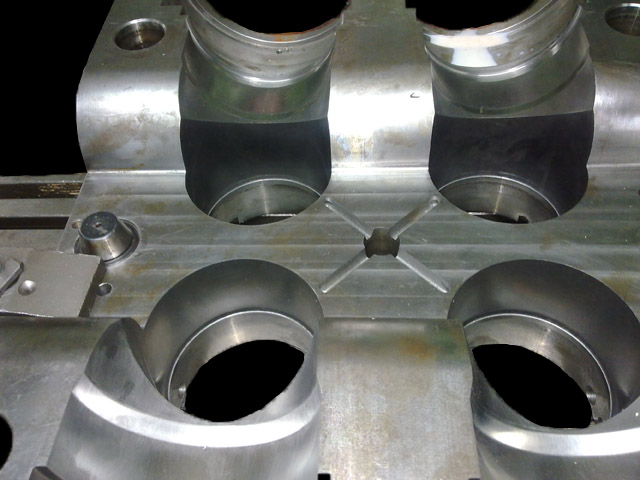
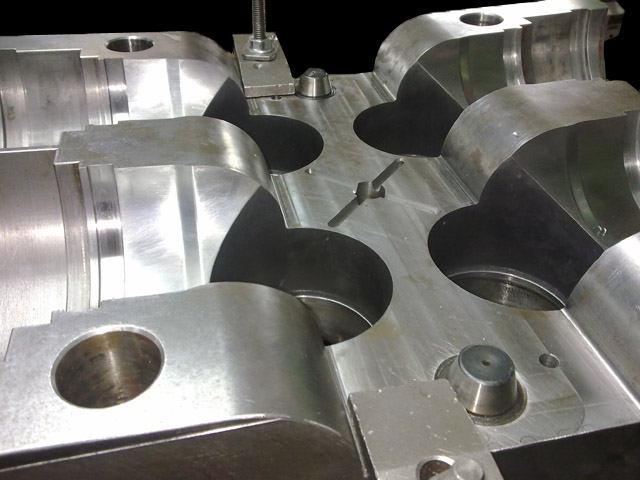
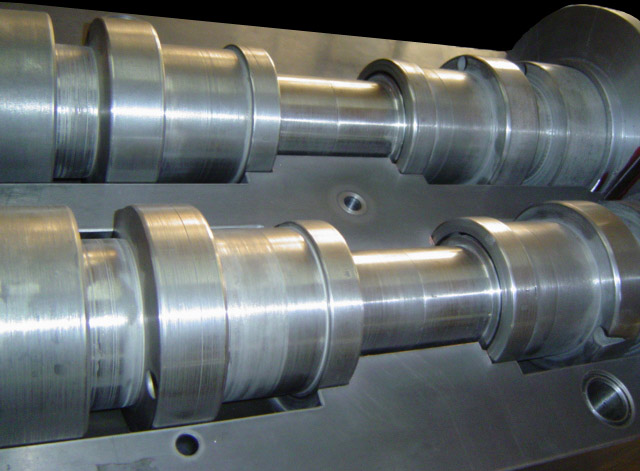
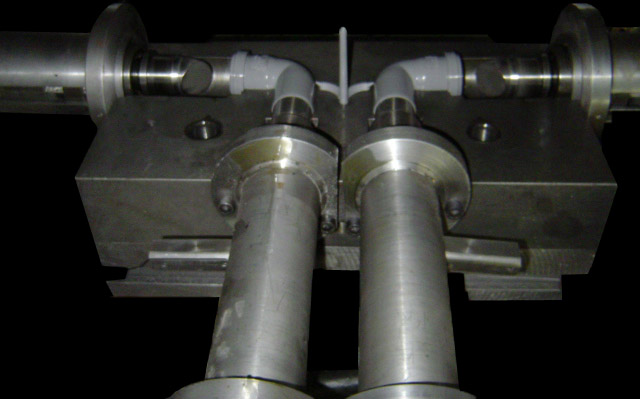
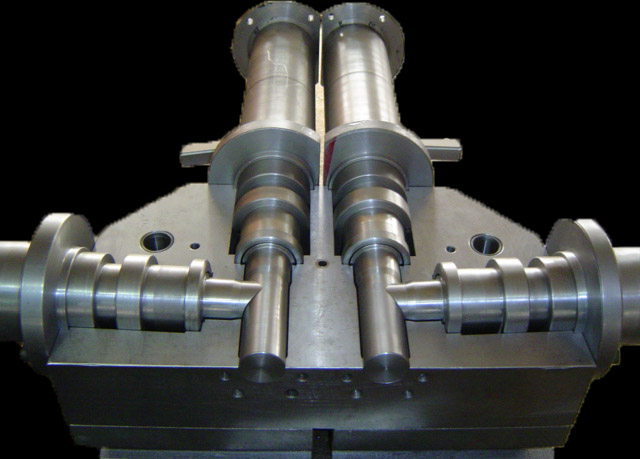
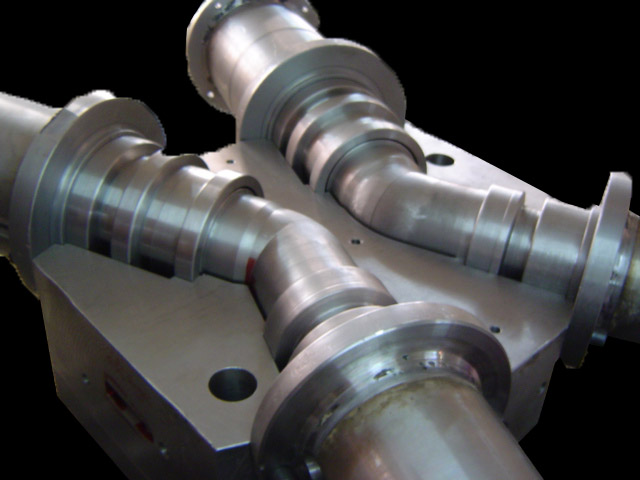
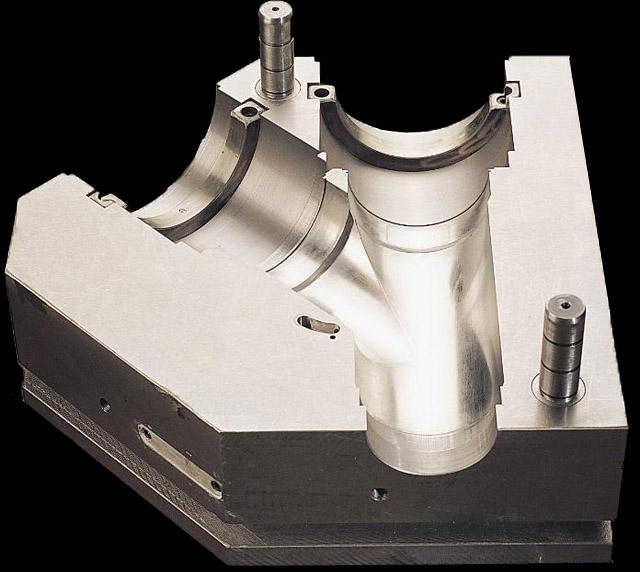
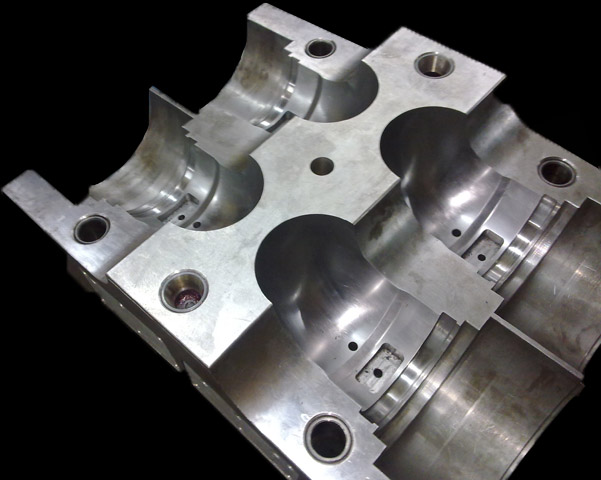
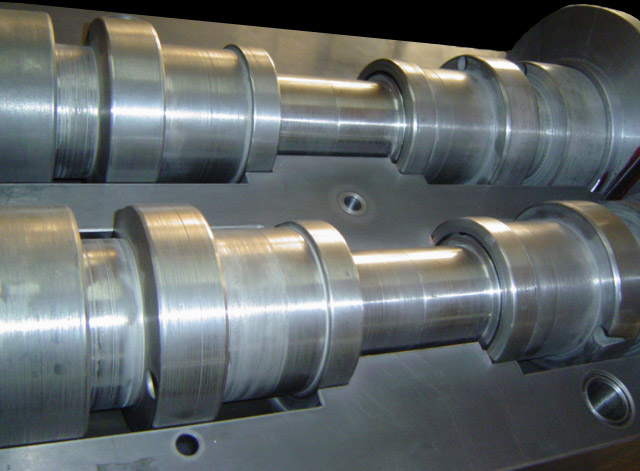
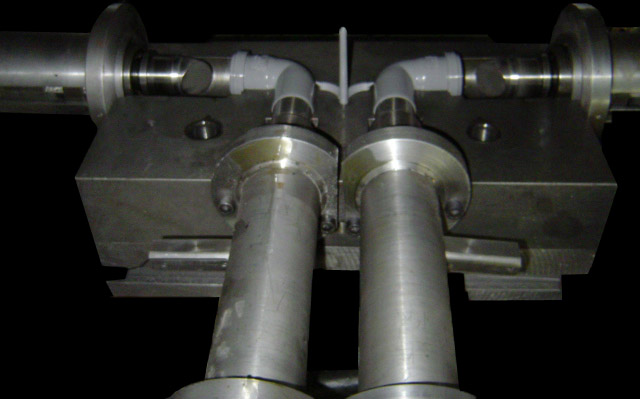
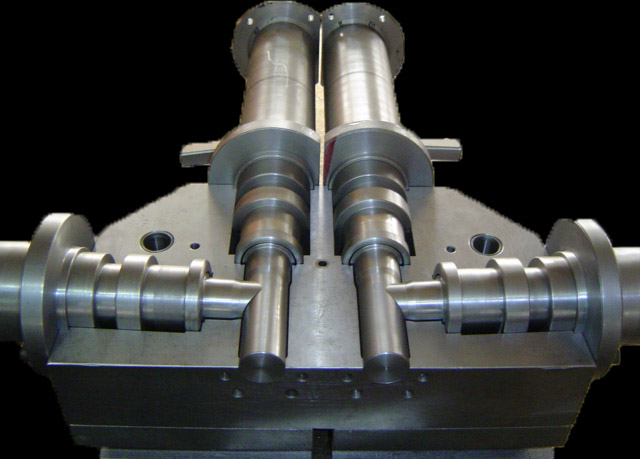
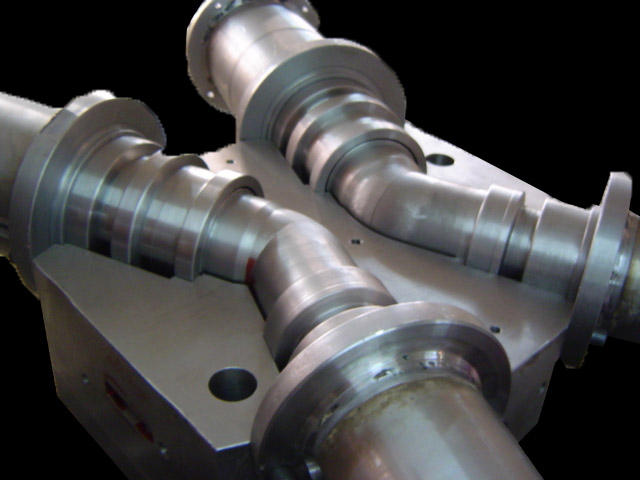
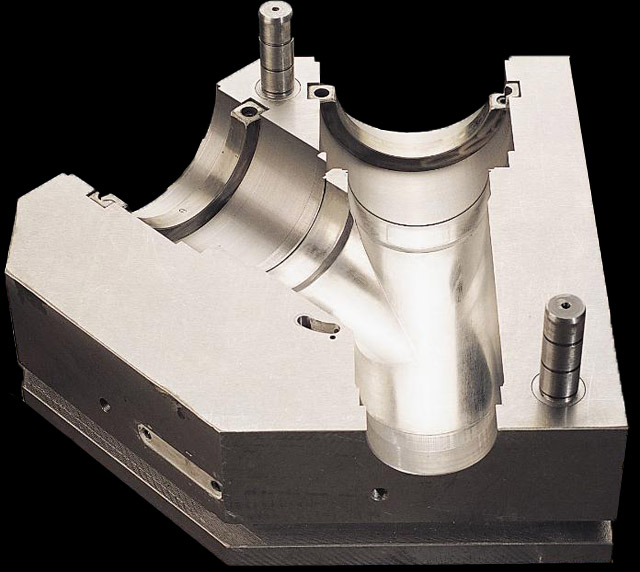
Our socketing methods are,collabsible,sliding
end,with
air,swept.Insert system may be used to take a
few
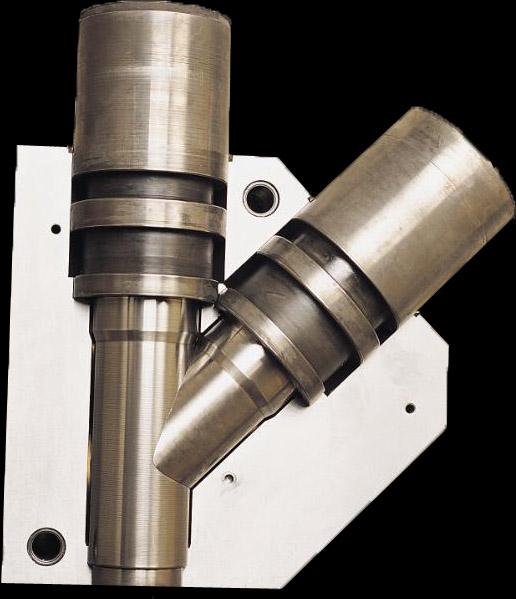
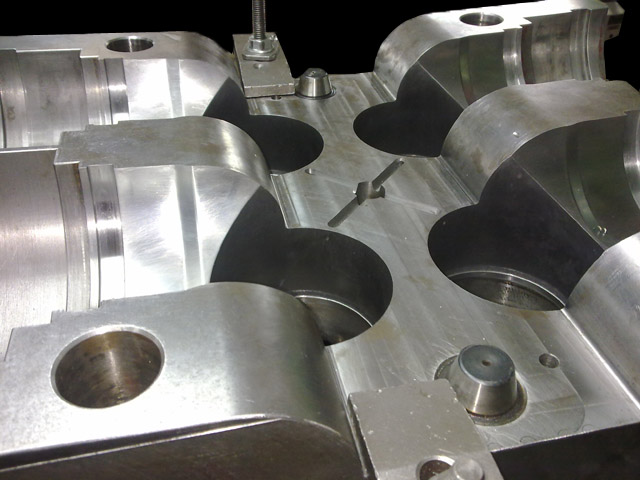
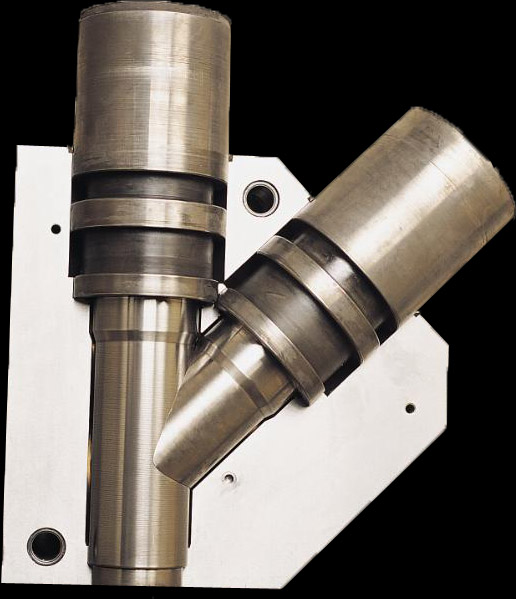
product from one mould.Moulds core are designed
with our
wide experience.Their structures are simple and
robust.Core
cooling is very efficent,it doesn’t increase the
cycle
time and it ensures measurement accuracy
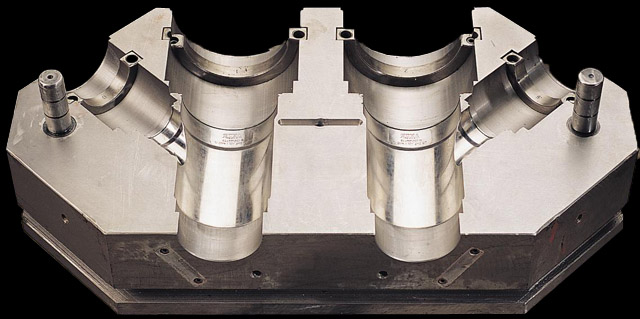
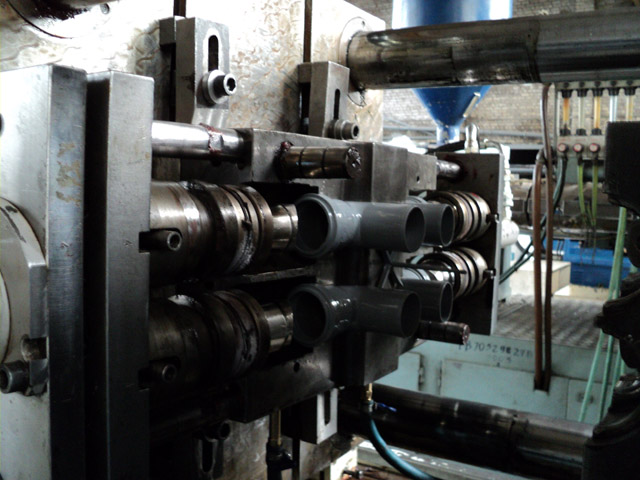
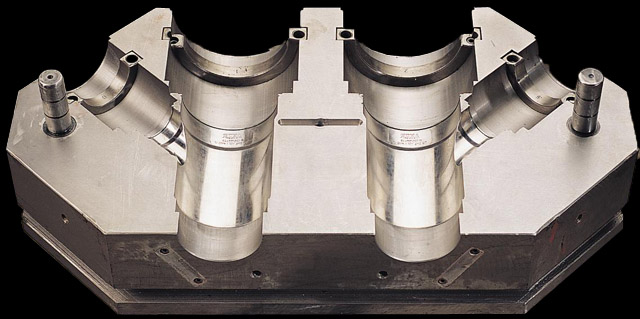
After production we test our moulds in our test
center
with injections from 100 tons up
to
400 tons,
we test how it Works and dimensions
for the last
time.After these operations,customer’s
moulds get
ready for delivery.We advise our customers to
visit our
test center while their moulds are being
tested.Also if
requested AKER experts may visit customers
company and
provide the optimum conditions like the shortest
cycle
time,optimum processing parameters.
|